ДВС ВАЗ 2106 Установка коленчатого вала, сборка поршневой.

Привет всем!
Есть у меня не объяснимая тяга к двс. При чем начиная от бензопилы с двухтактным двигателем заканчивая любым автомобильным четырехтактником. У меня есть старая копейка, вместе с ней достались почти все запчасти от двс 2106. Решил собрать. Запасной двигатель иметь полезно. Начал конечно с низа. Отвез блок на расточку (1500) и колено на шлифовку (1500). Блок точили на первый ремонт 79,4. Поршня (2000) купил от двс 2105 без стопорных колец, с проточкой под клапана. Хотя в 6-ом двигателе всем известный недоход и поршня с клапанами и так не должны встретиться. В комплекте костромских поршней с пожизненой гарантией и молибденовым напылением. Кольца, поршневые пальцы, перчатки и подробная инструкция. Шатуны стандартные 6-ые. Колено шлифанули коренные шейки 0,25, шатунные 0,5. Вкладыши «Дайдо металл русь» ремонтных размеров соответсвенно. Комплект прокладок, натяжитель, привод масляного насоса, полукольца, заглушки масляных каналов коленвала (1500). Так же заменил корпус масляного насоса, старый треснул. После расточки лезвием канцелярского ножа почистил все стягиваемые поверхности блока, бугеля. Все места под прокладки. Все это дело помыто и обезжирено бензином. Коленвал так же перед установкой моется, меняются заглушки и чистятся масленые каналы, сверлом. Далее в блок и бугеля устанавливаем вкладыши не жалея обильно смазываем моторным маслом, а лучше специальной пастой. Ставим полукольца и кладем коленвал, устанавливаем бугеля замок к замку. Протяжку делаем в 2 подхода предварительную и конечную. Затяжка по схеме, проверяя вращение коленчатого вала. Сборка поршней проводилась путем запрессовки предварительно охлажденного поршневого пальца в нагретый шатун. Вся процедура довольна проста если не торопиться и подходить к делу с чувством, толком, расстановкой. Если собираетесь делать сами советую первый палец запресовать в не нужный шатун поршень, так сказать потренироваться и отладить сам процесс. Шатун и поршень имеют направление указано стрелкой в переднюю часть мотора. Устанавливаем шатунные вкладыши. Далее на поршень устанавливаем кольца, расположение замков колец указано на схеме. Стягиваем и отправляем шатун с поршнем в законное место. После затяжки каждого шатуна проверяем вращение коленчатого вала.
Продолжение следует…
Поршни и шатуны.ВАЗ-2103

Подбор поршня к цилиндру.
Расчетный зазор между поршнем и цилиндром (для новых деталей) составляет 0,025-0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) — 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этого достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Также и к изношенным цилиндрам классов А и В может подойти поршень класса С.
Разборка. Снимите поршневые кольца. Уложите поршень в опору с цилиндрической выемкой и с помощью оправки А.60308 выпрессуйте палец (рис. 2-32).
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены — они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр.
Сборка. Перед сборкой подберите палец к поршню. Для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия рукой (рис. 2-33) и не выпадал, если держать поршень так как показано на рис. 2-34.
Выпадающий палец замените другим, следующей категории. Если палец третьей категории выпадает из отверстия поршня, то замените поршень и повторите подбор пальца.
Так как палец вставляется в верхнюю головку шатуна с натягом, необходимо нагреть шатун для расширения его головки. Для этого поместите шатуны на 15 мин в электропечь, нагретую до 240°С.
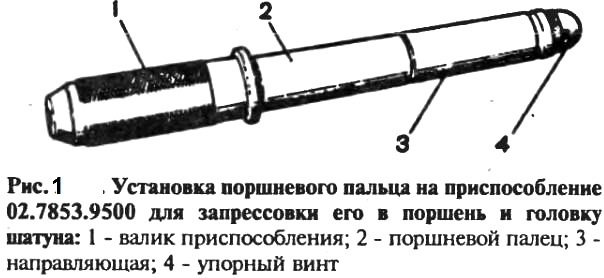
Палец заранее приготовьте к сборке, надев его на валик приспособления А.60325 с установленным дистанционным кольцом 5. Кольцо должно иметь толщину 4 мм, наружный диаметр 22 мм и внутренний — 15 мм. На конце приспособления устанавливается направляющая 3, закрепляемая винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Для правильного соединения пальца с шатуном запрессовывайте патец как можно скорее, так как шатун быстро охлаждается и после охлаждения изменить положение пальца будет невозможно.
Поршень с шатуном должен быть собран так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла (если оно имеется) на нижней головке шатуна (см. рис. 2-31).
Извлеченный из печи шатун быстро зажмите в тисках. Надевая поршень на шатун, следите, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Закрепленный на приспособлении поршневой палец протолкните в отверстие поршня и верхнюю головку шатуна (рис. 2-36) до упора запле-чика приспособления в поршень.
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2-36). Тогда палец займет правильное положение.
После остывания шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне, поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом 30-45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом приблизительно 180° к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца — под углом 30-45° к оси поршневого пальца между замками компрессионных колец.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2-30). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Сборка шатунно-поршневой группы
Так как палец вставляется в верхнюю головку шатуна с натягом, нагрейте шатун до 240°С для расширения его головки. Для этого шатуны поместите в электропечь, направляя верхние головки шатунов внутрь печи.
В печь, уже нагретую до 240°С, шатуны помещают на 15 мин.
Для правильного соединения пальца с шатуном, запрессовывайте палец как можно скорее, так как шатун охлаждается быстро и после охлаждения нельзя будет изменить положение пальца.
Палец заранее приготовьте к сборке, надев его на валик 1 (рис. 1) приспособления 02.7853.9500, установив на конце этого валика направляющую 3 и закрепив ее винтом 4. Винт затягивайте неплотно, чтобы не произошло заклинивания при расширении пальца от контакта с нагретым шатуном.
Извлеченный из печи шатун быстро зажмите в тисках. Наденьте поршень на шатун, следя чтобы отверстие под палец совпадало с отверстием верхней головки шатуна. Приспособлением 02.7853.9500 закрепленный поршневой палец протолкните в отверстие поршня и в верхнюю головку шатуна (рис. 2) так, чтобы заплечик приспособления соприкасался с поршнем.
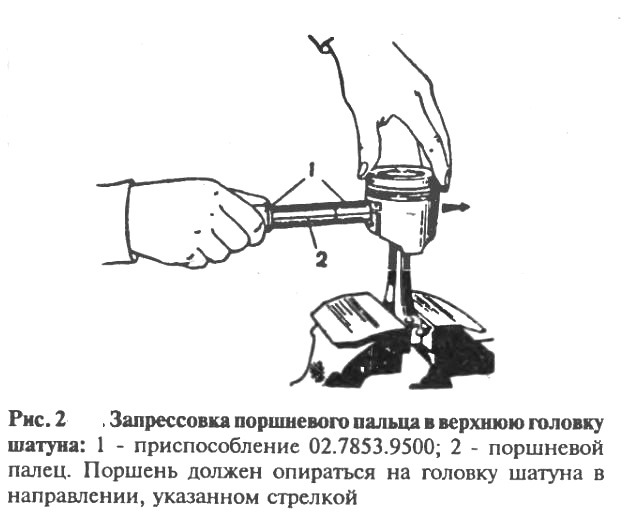
Во время этой операции поршень должен прижиматься бобышкой к верхней головке шатуна в направлении запрессовки пальца (показано стрелкой на рис. 2). Таким образом палец займет правильное положение.
ПРЕДУПРЕЖДЕНИЕ Поршень с шатуном должен соединяться так, чтобы метка «П» на поршне находилась со стороны отверстия для выхода масла на нижней головке шатуна.
После охлаждения шатуна смажьте палец моторным маслом через отверстия в бобышках поршня.
Смажьте моторным маслом канавки на поршне и поршневые кольца и установите кольца на поршень. Ориентируйте поршневые кольца так, чтобы замок верхнего компресионного кольца располагался под углом 30
— 45° к оси поршневого пальца, замок нижнего компрессионного кольца — под углом 180е к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца
— под углом 30 — 45° к оси поршневого пальца между замками хомпрессионных колец.
Нижнее компрессионное кольцо устанавливайте выточкой вниз . Если на кольце нанесена метка ?Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца. Если у маслосъемного кольца фаски на наружной поверхности несимметричны (такие кольца применялись до 1988 г.), то такое кольцо надо устанавливать фасками вверх .
Шатун обрабатывается вместе с крышкой и поэтому крышки шатунов невзаимозаменяемы. Чтобы их не перепутать при сборке, на шатуне и соответствующей ему крышке клеймится номер цилиндра, в который они устанавливаются. При сборке цифры на шатуне и крышке должны находится с одной стороны.
3.6 Поршни и шатуны
Поршни и шатуны могут быть сняты без снятия двигателя, например, для замены какого-либо поршня или шатунного подшипника. В этом случае необходимо снять головку цилиндров и поддон картера, как это описано в соответствующем разделе.
Отверните болты и снимите всасывающий патрубок масляного насоса и маслоуспокоительный лист . Если требуется более значительный ремонт, двигатель необходимо снимать.
Поршни и шатуны выдавливаются наверх рукояткой молотка. После этого могут быть сняты крышки и вкладыши шатунных подшипников. Перед проведением указанных работ необходимо ознакомиться с приведенными ниже указаниями, касающимися маркировок, направлений установки и других особенностей:
 |
1. Каждая шатунно-поршневая группа должна иметь маркировку соответствующего цилиндра. Ее лучше всего нанесите краской на днище поршня (иллюстр.). Здесь же необходимо нанести стрелку, указывающую на переднюю часть двигателя. Днища поршня имеют маркировки. Однако из-за нагара их может быть не видно. Кроме того, они могут быть повреждены в процессе удаления нагара. |
 |
2. При снятии поршня с шатуном необходимо обратить внимание на направление установки крышки шатунного подшипника. Перед снятием крышки необходимо пометить номером цилиндра с одной стороны шатун и крышку (иллюстр.). Это лучше всего сделать кернером (цилиндр №1 одним ударом кернера, цилиндр №2 двумя ударами и т. д.). Шатун и крышка шатунного подшипника должны собираться таким образом, чтобы выступы на шатунах, показанные стрелками на иллюстр., смотрели в сторону сцепления, если стрелка или метка на днище поршня смотрит в сторону привода механизма распределения. |
| 3. Вкладыши шатунного подшипника маркируются в соответствии с шатуном и крышкой. Маркировка наносится краской на обратных сторонах верхнего и нижнего вкладышей подшипников. | |
| 4. Если поршень отсоединялся от шатуна, то необходима замена всех элементов сборки-поршня, поршневого пальца и шатуна. Поршни снимаются следующим образом. При этом имеется в виду, что двигатель снят и сняты головка цилиндров, поддон картера и приемная труба масляного насоса: | |
| 5. Снимите крышки подшипников и выньте вкладыши. Выдавите поршневые группы наверх, как было описано ранее. Если необходимо, снимите шабером нагар в верхней части цилиндров. | |
| 6. Проверьте поршневую группу, как описано ниже на этой странице. При обнаружении износа или каких-либо повреждений вся группа заменяется. | |
 |
7a. При необходимости замены только поршневых колец, они снимаются специальными щипцами по порядку через днище поршня. Щипцы устанавливаются на поршневом кольце, как показано на иллюстр. 7a, и кольцо раздвигается до тех пор, пока оно не выйдет из канавки. Если кольца будут вновь использоваться, их необходимо пометить. |
 |
7b. Если специальных щипцов для снятия колец нет, то под кольца можно установить стальные полоски, как показано на иллюстр. 7b. Одна полоска устанавливается обязательно под конец кольца, чтобы исключить повреждение поршня. Сборка поршней и шатунов для разных типов двигателей описывается отдельно. |
ДВИГАТЕЛЬ 2.0 Л OHC С СЕРЕДИНЫ 1995 Г. ВЫПУСКА
Кривошипно-шатунный механизм этого двигателя полностью взят с предшествующего двигателя. Поэтому в отношении этого двигателя справедливо вышеприведенное описание.
ДВИГАТЕЛЬ 2.4 Л OHC
Работы проводятся аналогично вышеописанной схеме, включая маркировку днища поршней, шатунов и т.п. Стрелка или метка на днище поршня должна быть обращена вперед. Выступ на шатуне должен быть обращен назад. Поршневой палец удерживается стопорными кольцами.
ДВИГАТЕЛЬ DOHC
Указания, приведенные относительно двигателя OHC действительны и для двигателя DOHC, если это касается снятия. Отличия имеются при разборке шатунно-поршневой группы, так как в данном случае детали группы могут быть заменены независимо друг от друга. Следует также обратить внимание на конструкцию поддона картера двигателя до конца 1997 г. выпуска и далее. Подробности описаны в соответствующем разделе.
| 1. Каждую шатунно-поршневую группу пометьте в собранном виде. В середине крышки шатуна имеется механически обработанный прилив. Острие этого прилива должно указывать в сторону маховика. | |
 |
2. Выпрессуйте поршневой палец, предварительно сняв стопорные кольца. Выборка в районе отверстия под палец позволяет использовать для снятия стопорных колец оправку, как показано на иллюстр. Палец выпрессовывается с применением соответствующей оправки. Следите за тем, чтобы не повредить поршня. При необходимости поршень можно немного нагреть. |
| 3. Поршневые кольца снимаются, как описывалось выше (иллюстр. 7a). Кольца храните в порядке их установки на поршень, если они в дальнейшем будут опять устанавливаться. Перед установкой поршневого кольца они должны быть проверены. При этом проверяются зазоры по высоте между поршневыми кольцами и канавками и зазоры в замке. Если устанавливается новый поршень, то должны устанавливаться и новые поршневые кольца. | |
Измерение диаметра цилиндров
Настоящие указания относятся к двигателям всех типов.

Если значения диаметров одного из цилиндров выходят за пределы заданных, то растачивать необходимо все цилиндры двигателя. Отклонение в 0.04 мм от заданного значения диаметра допустимо. В Спецификациях приведены диаметры ремонтных цилиндров.
Диаметр расточки цилиндра определяется как сумма диметра поршня, измеренного в сечении под прямым углом к днищу, и зазора в сопряжении поршня с цилиндром. Кроме того, необходимо учесть припуск 0.02 мм, оставляемый на хонингование. Рассматриваемая операция должна, конечно, выполняться в условиях специализированной автомастерской. Ее описание приводится здесь только для информации.
Для проверки зазора в сопряжении поршня с цилиндром измеряются их диаметры, как описано выше. Разница диаметров представляет собой зазор. В случае выхода его за пределы допустимого, цилиндры должны шлифоваться.
Проверка поршней и шатунов
Все детали тщательно проверьте. При наличии задиров, глубоких царапин или следов износа детали заменяются. Рассматриваемые детали подлежат следующей проверке:
 |
1. Измерьте щупом зазоры по высоте между поршневыми кольцами и канавками, вставив кольца в соответствующие канавки (иллюстр.). В случае превышения заданного значения зазора, поршневое кольцо или поршень изношены. |
| 2. По порядку вставьте все кольца в блок цилиндров. Перевернутым вверх дном поршнем продвиньте кольца вниз на 15 мм. | |
 |
3. Щупом измерьте зазор в замке кольца (иллюстр.). Кольцо находится под нижней кромкой цилиндров. Измерение может быть выполнено также и снижней стороны цилиндра. Сравните полученные значения с данными в Спецификациях. Зазоры не должны выходить за предел износа. |
| 4. При слишком малом зазоре (например, у новых колец, где зазор также должен измеряться) концы колец могут быть запилены напильником. Для этого напильник с мелкой насечкой зажимается в тисках, и кольца запиливаются в таком положении. При слишком большом зазоре кольцо необходимо заменить. | |
| 5. Проверьте поршневой палец и расточку под него в шатуне на наличие износа и задиров (только в том случае, если детали будут вновь применятся). При наличии дефектов в одной из деталей, обе заменяются в комплекте. | |
| 6. Проверьте в специальном приспособлении шатуны на перекос и непараллельность осей головок шатуна. | |
| 7. Шатунные болты всегда заменяются. Вторично они не применяются. | |
Измерение зазора в шатунных подшипниках
Эта операция описывается ниже в подразделе «Проверка деталей коленчатого вала».
Сборка шатунно-поршневой группы
ДВИГАТЕЛЬ 2.0 Л OHC
При замене поршней все они устанавливаются одного размера.
| 1. Перед сборкой шатунно-поршневой группы головка шатуна должна быть нагрета до температуры 280° С, для чего можно использовать, например, кухонную плиту с терморегулятором. Желательно также иметь цветовой стержень для контроля нагрева. |
Вследствие указанных сложностей рекомендуется сборку шатунно-поршневой группы производить автомастерской. Если двигатель снят с автомобиля, рекомендуется также сдать в автомастерскую блок цилиндров, чтобы правильно подобрать поршни.
Внимание
Если поршневой палец не удалось запрессовать, как описано выше с первого раза, или перепутано направление установки поршня или шатуна, шатунно-поршневая группа подлежит замене. Разумеется, такая ситуация должна быть исключена.
Необходимо также иметь в виду, что все шатуны должны быть заменены в комплекте, так как они подбираются по весу только в комплекте. ДВИГАТЕЛЬ 2.4 Л OHC
В рассматриваемом двигателе фиксация поршневого пальца производится стопорными кольцами. Поэтому сборка в данном случае выполняется так же как для двигателя DOHC (смотри ниже).
ДВИГАТЕЛЬ DOHC
Поршень с шатуном данного двигателя легко собирается после нагрева головки шатуна. Необходимо следить за правильной ориентацией поршня и шатуна. Выступы на шатуне и крышке подшипника должны находиться на той же стороне, что и площадка у прилива для поршневого пальца.
 |
1. Обильно смажьте поршневой палец (1), введите шатун в поршень и вставьте палец через поршень и головку шатуна. Удерживая поршень, как показано на иллюстр., вдавите палец так, чтобы он уперся в стопорное кольцо на противоположной стороне. После этого поставьте второе стопорное кольцо. Проверьте надежность расположения колец в пазах. |
ДЛЯ ВСЕХ ДВИГАТЕЛЕЙ
| 1. С помощью специальных щипцов установите по порядку все поршневые кольца в канавки (см. иллюстр. 7а). Компрессионные кольца можно перепутать. Поэтому необходимо обратить внимание на их маркировку. Маркировка должна быть видна со стороны днища поршня. |
Установка шатунно-поршневой группы
ДВИГАТЕЛЬ OHC
| 1. Обильно смажьте маслом стенки цилиндров. |
| 2. Разложите шатунно-поршневую группу в соответствии с маркировкой и приведенными выше указаниями. |
ДВИГАТЕЛЬ 2.0 Л
| 1. Стрелки на днище поршней должны указывать в переднюю часть двигателя. |
ДВИГАТЕЛЬ 2.4 Л
| 1. У этого двигателя стрелка или метка на днище поршня должна указывать вперед. Прилив на поршне должен указывать назад. |
У ДВИГАТЕЛЯ 2.0 Л
| 1. Замки компрессионных колец должны располагаться под углом 180° по отношению друг к другу. Замки маслосъемного кольца должны быть смещены на 25 — 50 мм вправо и влево относительно замка среднего компрессионного кольца. Замки смещаются поворотом колец. Второе кольцо имеет маркировку «TOP», которая после установки кольца должна быть видна сверху. |
У ДВИГАТЕЛЯ 2.4 Л
| 1. Верхнее и нижнее кольца имеют маркировку «TOP». Обе маркировки должны быть обращены наверх. Замок маслосъемного кольца должен быть повернут на 180° относительно компрессионного кольца. | |
 |
2. Обхватите поршень стальной лентой, как показано на иллюстр., и вдавите кольца в поршень. Проверьте надежность обжимания кольца и направление установки поршня. |
| 3. Проверните коленчатый вал так, чтобы две из шатунных шеек оказались внизу. | |
| 4. Вставьте шатун сверху в цилиндр. Для этого двигатель положите набок так, чтобы шатун мог быть направлен на шейку коленчатого вала, и не повредились стенки цилиндра и шатунный подшипник. Вкладыш шатунного подшипника должен находиться в шатуне и быть вставлен выступом в выборку на шатуне. | |
| 5. Поршень введите в цилиндр так, чтобы плавно вошли поршневые кольца, а пята шатуна села на шейку коленчатого вала. Проверьте сразу же, чтобы стрелка на днище поршня указывала в направлении механизма распределения. | |
 |
6. Вставьте в крышку подшипника второй вкладыш, обильно смазав его. Установите на вкладыш крышку, и слегка ударьте по ней. Обратите внимание на то, чтобы маркировки (иллюстр.) были обращены в одну сторону. |
| 7. Вверните и затяните новые шатунные болты. | |
У ДВИГАТЕЛЯ 2.0 Л OHC
| 1. Затяните шатунные болты попеременно моментом 35 Нм. Из этого положения доверните болты на 45° и затем еще раз на 45°. |
У ДВИГАТЕЛЯ 2.4 Л
| 1. Затяните шатунные болты слева и справа моментом 45 Нм. |
ВСЕ ДВИГАТЕЛИ
| 1. После установки шатуна проверните несколько раз коленчатый вал и выявите сопротивление, если таковые имеются. | |
| 2. Установите на место две другие шатунно-поршневая группы, для чего соответствующим образом проверните коленчатый вал. | |
 |
3. Еще раз проверьте маркировку всех шатунов в соответствии с иллюстр. Выступы (1) на крышках шатунных подшипников должны быть обращены в сторону маховика. Проверьте также направление установки поршней (см. иллюстр. 1). |
 |
4. Измерьте щупом зазор между боковыми поверхностями шатуна и щеками коленчатого вала, как показано на иллюстр. Осевой зазор не должен превышать 0.20 — 0.40 мм. |
| 5. Покройте герметиком сопрягаемые поверхности масляного насоса и задней крышки подшипника коленчатого вала. Установите новый маслоотбойный лист и затяните болты крепления. | |
| 6. Установите на блок цилиндров маслоприемный патрубок. Сначала затяните болты крепления патрубка к масляному насосу моментом 8 Нм (резьбу смажьте «Loctite»), затем закрепите держатель к блоку цилиндров моментом 6 Нм. | |
| 7. Прочие работы по сборке выполняются в последовательности, обратной разборке, т.е. устанавливаются поддон картера, головки цилиндров и т.д. | |
ДВИГАТЕЛЬ DOHC
Установка шатунно-поршневых групп на этом двигателе выполняется также, как на двигателе OHC 2.0 л. Расположение поршневых колец здесь также аналогично. Следуйте указаниям, действующим в отношении двигателя 2.0 л. Это относится к моменту затяжки шатунных болтов.
Установка поддона картера выполнятся в соответствии с указаниями, приведенными в соответствующем разделе, т.к. эта операция имеет отличия, зависящие от года выпуска двигателя. (до и после 1997г.).
Дизайн и разработка сайта

По истечении срока действия авторских прав, в России этот срок равен 50-ти годам, произведение переходит в общественное достояние. Это обстоятельство позволяет свободно использовать произведение, соблюдая при этом личные неимущественные права — право авторства, право на имя, право на защиту от всякого искажения и право на защиту репутации автора — так как, эти права охраняются бессрочно.
© Автомануалы. Вся информация представленная на данном сайте является собственностью проекта, либо иных, указанных авторов.
Правильная замена поршневой на ваз 2106

Давление рабочих газов, после воспламенения топливной смеси превышает 60 кг./см 2 , что создает осевую нагрузку более 3000 кг. и боковую нагрузку до 250 кг. Высокая температура вносит свою лепту в ускорение процесса разрушения, когда требуется замена поршня ВАЗ 2106.
Ремонт поршневой: на что следует обратить внимание
Современные материалы и технологии изготовления деталей позволяют эксплуатировать двигатель в очень напряженных режимах. Максимальная частота вращения коленчатого вала достигает ста оборотов в секунду.
Поршень с шатуном при этом дважды за каждый оборот (двести раз в секунду) достигают скорости поступательного движения до 30 м./сек. и столько же раз полностью останавливаются, вызывая огромные циклические инерционные нагрузки (вес при таком ускорении увеличивается более чем в тысячу раз).
Поэтому технологи стараются максимально облегчить поршень, изготавливают его из алюминиевого сплава с залитой стальной пластиной, компенсирующей тепловые деформации. Поршень имеет ребра жесткости и твердое анодирование, до огневого пояса, что предохраняет от прогорания днище и канавку верхнего компрессионного кольца.
Трение уменьшается самыми прогрессивными марками масел с присадками. Но избежать износа невозможно, поэтому периодически, после определенного пробега производится замена поршневой ВАЗ 2106.
Лучше делать это при появлении первых симптомов:
- повышенный расход масла;
- снижение компрессии;
- уменьшение тяги.
Эксплуатация автомобиля с проявлениями износа, может привести к таким повреждениям, которые потребуют капитального ремонта, отчего многократно возрастет цена.
Как демонтировать поршневую самостоятельно
В первую очередь необходимо тщательно вымыть двигатель, так как после разборки сложно будет предотвратить попадание песчинок и грязи внутрь. Двигатель нужно положить на прочный стеллаж высотой удобной для работы.
Подготовить ветошь, набор инструментов и приспособлений:
- торцевые, накидные ключи и головки10 мм.,12 мм.,13 мм.,14 мм.,17 мм.,19 мм.,22 мм., и ключ36 мм.;
- набор тонких плоских щупов;
- нутромер;
- микрометр;
- штангенциркуль;
- динамометрический ключ;
- приспособление для сжатия колец на поршне;
- втулка для установки поршневых пальцев;
- газовая горелка;
- молоток;
- керн;
- переносная лампа;
- большая плоская отвертка.
Совет: Перед разборкой своими руками керном помечаются все детали, и делается фото начального расположения с номерами и метками съемных деталей для возможности установки на свое место в случае их пригодности.
Последовательность разборки
- Двигатель со снятыми головкой, поддоном и боковыми крышками ложится на бок для возможности доступа к поршням и шатунам. Гаечным ключом36 мм. коленчатый вал проворачивается в положение максимального выдвижения гаек пары шатунов.
- Головкой и длинным воротком нужно открутить по две гайки, крепящие крышку шатуна первого и четвертого цилиндров, можно любого, но более правильно соблюдать выбранную последовательность. Легким постукиванием молотка крышка сдвигается с места, что позволит без усилий ее снять со шпилек.
Желательно предварительно с этапами работы познакомиться по видео.
Совет: Крышки и шатуны составляют пару, при их изготовлении окончательная расточка посадочного отверстия производится в собранном виде, поэтому они метятся номером цилиндра и не могут заменяться. Нужно следить, чтобы номера при сборке совпадали и были направлены в одну сторону.
- Деревянной рукояткой молотка, упираясь в шпильку, шатун с поршнем выталкивается наружу через верхнюю плоскость блока цилиндров. Коленчатый вал проворачивается в положение максимального выдвижения гаек двух других шатунов.
Аналогично разбираются все четыре поршня. Раскручиваются коренные подшипники, и снимается коленчатый вал для визуального осмотра.
Внимание: Крышки коренных подшипников имеют обозначение рисками, очень важно ставить их только на свое место, так как они не взаимозаменяемы, этого требует технология расточки и инструкция сборки.
- Снимаются вкладыши с шатунов и крышек. При ремонте ВАЗ 2106 замена поршневых колец производится, начиная с верхнего компрессионного, последовательно снимаются все кольца с поршней, втулкой выбиваются поршневые пальцы.
Если есть возможность, лучше воспользоваться прессом. Детали, блок промываются керосином, обдуваются сжатым воздухом, каналы охлаждения и смазки продуваются. - Шлифованные поверхности протираются и проверяются на наличие повреждений. Для осмотра используется переносная лампа, меняя угол освещения удобно рассмотреть мелкие царапины.
Трещины не допускаются, при их обнаружении придется заменять детали с браком, в том числе и блок. - Измерение износа производится нутромером в четырех плоскостях, расположенных от верхней плоскости на расстоянии 5мм., 15 мм., 50 мм. и 90 мм. В каждой плоскости производится два замера в перпендикулярных направлениях.
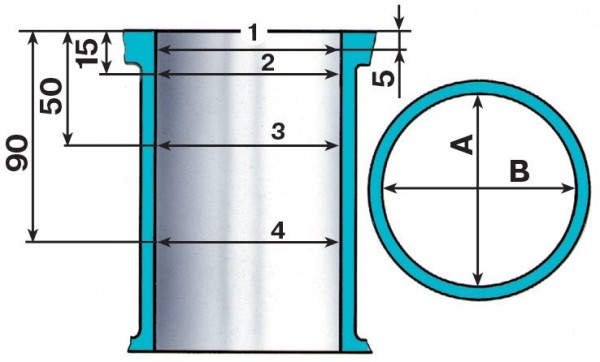
Схема плоскостей измерения диаметра цилиндров
- В зоне первой плоскости цилиндр практически не изнашивается, поэтому разница размеров покажет степень износа. Если износ превышает 0, 15 мм., или на стенках цилиндров имеется выработка или царапины, блок необходимо расточить до их полного удаления и довести до нужного размера и класса чистоты хонингованием.
Когда необходима замена поршней на ВАЗ 2106 расточка цилиндров производится в один из пяти стандартизованных размеров, определяющих класс точности, обозначаемых латинскими буквами:
- A 79,00-79,01 мм.;
- B 79,01-79,02 мм.;
- C 79,02-79,03 мм.;
- D 79,03-79,04 мм.;
- E 79,04-79,05 мм.
После расточки цилиндров определяется размер подходящих ремонтных
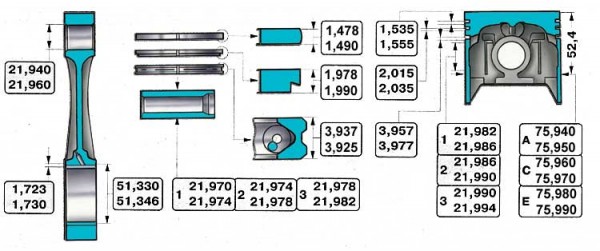
Размеры ремонтных поршней, шатунов, поршневых колец и пальцев
- Юбка поршня имеет овальную форму, а по высоте коническую к верху, поэтому точный замер получится только на линии перпендикулярной оси пальца на уровне52,4 мм. от поверхности днища.
- Гарантированный зазор, когда производится замена поршней ВАЗ 2106, в цилиндрах должен быть 0,05-0,07 мм., что достигается хонингованием. Выполнить эту операцию могут только профессионалы в мастерских, имеющих точный расточный станок и специальную оснастку.
- Шатуны и крышки не должны иметь рисок, задиров, если вкладыш провернуло, шатун станет непригодным, его нужно будет заменить. Если коленчатый вал не нужно перешлифовывать, в шатуны вставляются номинальные вкладыши. Если шейки нужно шлифовать, ставятся ремонтные вкладыши в зависимости от уменьшения диаметра шейки коленчатого вала на 0,25 мм.,0,50 мм.,0,75 мм. и1,00 мм. Шатунные вкладыши одного размера взаимозаменяемы.
Подбор деталей одного размера, их совмещение
Выбирая поршневой палец, нужно руководствоваться цветными метками на торце пальцев, обозначающими три категории с разницей диаметров в четыре микрона:
- Синяя 21,970-21,974 мм.;
- Зеленая 21,974-21,978 мм.;
- Красная 21,978-21,982 мм.
Поршневой палец смазывается моторным маслом и должен входить в отверстие бобышки поршня от небольшого усилия пальцев, и не должен выпадать под действием собственного веса. Если палец третьей категории выпадает, нужно заменить поршень.
Подобранные поршни должны отличаться по весу не более чем на 2,5 грамма. Масса обычно указывается на днище.
При необходимости, можно подгонять вес, протачивая поршень в местах, указанных стрелками. Глубина проточки, при этом, не должна превышать 4,50 мм. от номинала 59,4 мм.
Места возможного удаления металла для подгонки веса поршня
- Когда поршни шатуны и пальцы подобраны и проверены, можно их собирать. Для этого головка шатуна нагревается газовой горелкой до 240 0 С, (до темно малинового цвета), на шатун надевается поршень, палец вставляется оправкой.
Нужно запрессовывать очень быстро и точно, так как после остывания шатуна палец сдвинуть очень сложно. Оправка и палец должны быть подготовлены, лежать в удобном месте.
Совет: В случае непредвиденной задержки, например случайное выпадение пальца, лучше повторить нагревание.
- После остывания шатуна нужно приспособлением с упором и индикатором проверить прочность установки пальца, он должен оставаться неподвижным при воздействии нагрузки в 4000 ньютон. Если индикатор зафиксирует сдвиг, придется ставить другой шатун с меньшим отверстием.
- Чтобы определить, нужна ли замена поршневых колец ВАЗ 2106, кольца проверяются на пригодность по зазору в замке, он не должен превышать 0,45 мм., для этого кольцо вставляется в цилиндр на глубину около 50 мм., для избегания перекоса можно воспользоваться поршнем, и щупом замеряется зазор замка.
Посадка колец в канавки тоже должна иметь определенный зазор, который проверяется щупом:
- Верхнее компрессионное кольцо 45-80 мкм.;
- Второе компрессионное 25-60 мкм.;
- Маслосъемное кольцо 20-55 мкм.
В поршнях конструктивно решен вопрос плавного перехода в.м.т. путем смещения отверстия под палец на 1,2 мм. относительно оси симметрии вперед по движению. Поэтому на поршнях ставится метка, стрелка или буква «П», которая определяет сторону, которая должна направляться при сборке вперед.
Установка поршней и крепление шатунов
- На поршнях последовательно устанавливаются маслосъемное, второе и первое компрессионные кольца. Замена поршневых колец на ВАЗ 2106 требует особого внимания, так как чугунные кольца очень хрупкие и небольшая ошибка при разжимании может привести к поломке.
Кольца поворачиваются стороной с меткой «Верх» или фаской в сторону днища, выжимаются на огневой пояс, затем проталкиваются к своей проточке. - Кольца при этом практически не разжимаются, а только обеспечивается возможность перемещения по поверхности поршня. Замок первого кольца поворачивается на тридцать градусов от оси пальца, остальные кольца ставятся с расположением замков под 120 градусов относительно друг друга.
Такое расположение обеспечит равномерность износа стенок цилиндров. Поршни и вкладыши смазываются машинным маслом, кольца стягиваются оправкой, поршни поочередно вставляются в соответствующие цилиндры. Шатуны поворачиваются меткой вперед и одеваются на шейки коленчатого вала. - В крышки шатунов вставляются вкладыши выступом в паз, смазываются и крышки одеваются на шпильки своих (по меткам) шатунов. Гайки наживляются и закручиваются динамометрическим ключом с одинаковым усилием 12,7 Н/м. Так производится замена поршневой группы ВАЗ 2106.
Совет: Номера на шатунах и крышках должны располагаться с одной стороны.
Выполнить замену поршневой самостоятельно вполне возможно, нужно только очень внимательно следовать требуемой последовательности.